网友您好, 请在下方输入框内输入要搜索的题目:
题目内容
(请给出正确答案)
某零件C工序加工原定额为14工分/件,已知其实耗工时统计资料为11、13、14、12、10、9工分/件。
试根据这些资料求出平均先进值和先进平均值。
试根据这些资料求出平均先进值和先进平均值。
参考答案
参考解析
解析:解:(1)平均先进值的计算
①方法一:先求平均数,再将平均值与完成最好的实耗工时相加,求出二次平均数。

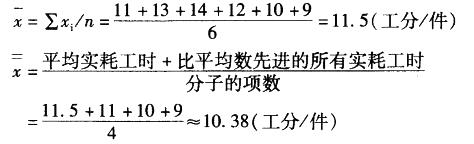
②方法二:先求平均数,再将平均值与所有比平均值先进的实耗工时相加,除以项数,求出二次平均数。
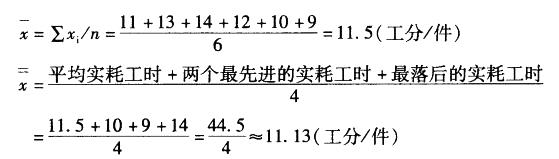
③方法三:先求平均数,再将平均值与两个最先进和一个最落后的实耗工时相加,除以项数,求出二次平均数。
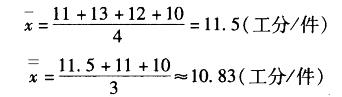
④方法四:先剔除已知数据中的最大的一个和最小的一个实耗工时,然后再按上述的第二种方法求出二次平均数。
(2)先进平均值的计算
先进平均值是指在一次平均数之外,所有先进数值的二次平均数。其计算方法是: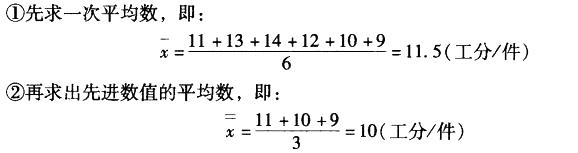
①方法一:先求平均数,再将平均值与完成最好的实耗工时相加,求出二次平均数。
②方法二:先求平均数,再将平均值与所有比平均值先进的实耗工时相加,除以项数,求出二次平均数。
③方法三:先求平均数,再将平均值与两个最先进和一个最落后的实耗工时相加,除以项数,求出二次平均数。
④方法四:先剔除已知数据中的最大的一个和最小的一个实耗工时,然后再按上述的第二种方法求出二次平均数。
(2)先进平均值的计算
先进平均值是指在一次平均数之外,所有先进数值的二次平均数。其计算方法是:
更多 “某零件C工序加工原定额为14工分/件,已知其实耗工时统计资料为11、13、14、12、10、9工分/件。 试根据这些资料求出平均先进值和先进平均值。” 相关考题
考题
某厂甲产品经三道工序加工制成,材料于生产开始时一次性投入,工时定额80小时。其中各工序工时定额为:第一工序20小时,第二工序40小时,第三工序20小时。本月各工序月末在产品数量分布如下:第一工序100件,第二工序36件,第三工序60件。加工费用约当产量()
A. 60件B. 83件C. 100件D. 196件
考题
某产品经三道工序制成。已知第一、二、三工序的在产品件数和在产品定额工时分别为10件、20件、30件,10小时、20小时、20小时,则在产品的约当产量为( )。A.60件B.44件C.33件D.22件
考题
某生产小组有9名工人,日产零件数分别为12,15,9,12,13,12,14,11,10。据此计算的结果是()。A.均值=中位数=众数B.众数>中位数>均值C.中位数>均值>众数D.均值>中位数>众数
考题
某厂的甲产品单位工时定额为80小时,经过两道工序加工完成。第一道工序的工时定额为20小时,第二道工序的工时定额为60小时。假设本月末,第一道工序有在产品30件,平均完工程度为60%;第二道工序有在产品50件,平均完工程度为40%。则分配人工费用时,在产品的约当产量为( )。A.32件B.38件C.40件D.42件
考题
某工序加工零件,有尺寸公差规定。该工序加工的零件尺寸直方图和规格限如图所示,这说明( )。
A.直方图能满足公差要求,不需要进行调整
B.过程能力已经不充分
C.已无法满足公差要求
D.需要提高加工精度
E.需要调整加工分布的中心值
考题
某生产小组有9名工人,日产零件数分别为12,15,9,12,13,12,14,11,10。据此计算的结果是()A、均值=中位数=众数B、众数>中位数>均值C、中位数>均值>众数D、均值>中位数>众数
考题
某生产小组有9名工人,日产零件数分别为:12,15,9,12,13,12,14,11,10。根据数据计算的结果为()。A、均值=中位数=众数B、均值中位数众数C、中位数均值众数D、众数中位数均值
考题
某产品连续经过三道工序,单位完工定额工时200小时,月末在产品600件,其中:第一道工序300件,单位工时为60小时,第二道工序200件,单位工时为100小时,第三道工序为100件单位定额工时为40小时,各工序月末在产品的完工程度均按50%计算,要求计算各工序完工率。
考题
下列方法中,适用于生产周期长、产品结构和工艺加工过程比较复杂的企业的是()。A、按产品零件逐道工序汇总产品的实耗工时B、按产品投入批量统计汇总实耗工时C、按照重点产品、重点零部件和主要工序统计汇总实耗工时D、按照生产单位和生产者个人统计汇总实耗工时
考题
某工厂现生产某种零件30件,加工工序数为3,每道工序的单件加工时间为:t1=5分钟,t2=5分钟,t3=10分钟。如果采用顺序移动方式,生产这批零件共需要()分钟。A、310B、450C、600D、1800
考题
某工厂现生产某种零件30件,加工工序数为3,每道工序的单件加工时间为:t1=5分钟,t2=5分钟,t3=10分钟。若采取平行移动方式,则这批零件的生产时间是()分钟。A、290B、300C、310D、600
考题
单选题某生产小组有9名工人,日产零件数分别为:12,15,9,12,13,12,14,11,10。根据数据计算的结果为()。A
均值=中位数=众数B
均值中位数众数C
中位数均值众数D
众数中位数均值
考题
单选题下列方法中,适用于生产周期长、产品结构和工艺加工过程比较复杂的企业的是()。A
按产品零件逐道工序汇总产品的实耗工时B
按产品投入批量统计汇总实耗工时C
按照重点产品、重点零部件和主要工序统计汇总实耗工时D
按照生产单位和生产者个人统计汇总实耗工时
考题
单选题某厂的甲产品单位工时定额为40小时,经过两道工序加工完成,第一道工序的工时定额为10小时,第二道工序的工时定额为30小时。假设本月末第一道工序有在产品30件,平均完工程度为60%;第二道工序有在产品50件,平均完工程度为40%。则分配人工费用时在产品的约当产量为()件。A
32B
38C
40D
42
考题
多选题某工序加工零件,有尺寸公差规定。该工序加工的零件尺寸直方图和规格限如图所示,这说明( )。A直方图能满足公差要求,不需要进行调整B过程能力已经不充分C已无法满足公差要求D需要提高加工精度E需要调整加工分布的中心值
考题
单选题某企业进行劳动定额管理时,以典型零件、工序的工时定额为依据,经过对比分析推算出同类零件或工序定额。这种劳动定额的制定方法是()A
经验估工法B
统计分析法C
类推比较法D
工时测定法
热门标签
最新试卷